Как изменилось техника производства водопроводных труб и фасонных частей за три столетия? Как производители боролись с коррозией 100 лет назад и сейчас? По каким параметрам проверяли качество готовой продукции и выбраковывали её? На эти вопросы мы дадим ответы в этом материале — третьем обзоре, посвящённом немецкому справочнику Hütte 1916–1917 годов.
Борьба с коррозией — асфальтирование
По приказу Министерства путей сообщения Российской империи от 16 апреля 1914 года №53, «водопроводные трубы и их фасонная часть» должны быть изготовлены из мягкого сварочного или литого железа путём сварки «в закрой» или должны быть «цельнотянутые» (без шва). Эти сведения приводятся в справочной книге Hütte от 1916 года (Том I. 5 Отдел. «Материалы». II «Металлы». «Железо». IV «Железные трубы», стр. 756) — фото 1.
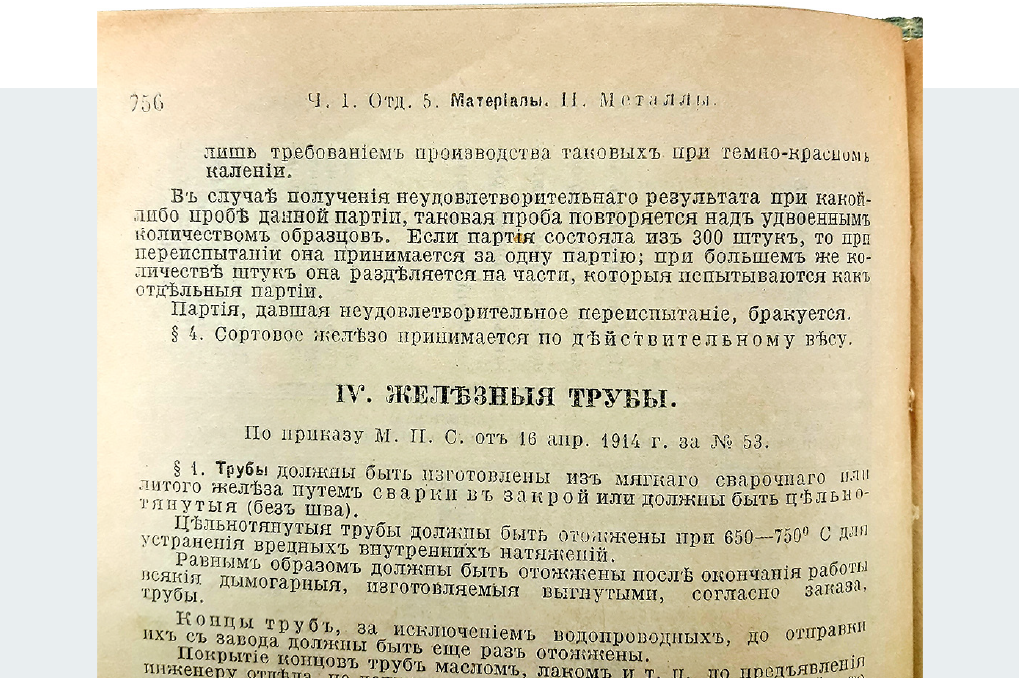
Фото 1. Справочник Hütte, изданный в Российской империи в 1916–1917 годах, Том I, Отд. 5. Материалы. II «Металлы». IV «Железные трубы»
В начале ХХ века немецкие инженеры уже хорошо знали, как работать с железом и производить из него качественные водопроводные трубы: «Цельнотянутые трубы должны быть отожжены при температуре 650–750°C для устранения вредных внутренних натяжений».
Главным врагом железа была и остаётся ржавчина, борьба ней не прекращается до сих пор. Немецкие инженеры разработали несколько способов предохранения железных труб от ржавчины и поделились ими в справочной книге: «Покрытие концов труб маслом, лаком и т. п. до предъявления их инженеру отдела не допускается. Если же трубы с нарезкой, то смазка маслом разрешается для предохранения их от ржавчины».
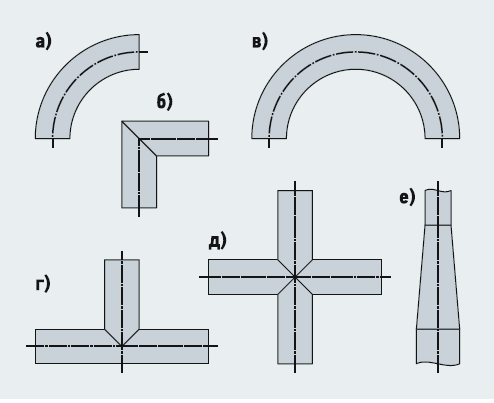
Рис. 1. Фасонные части трубопроводов (а — отвод, б — колено, в — двойник, г — тройник, д — крестовина, е — переход)
В справочнике приведён интересный способ борьбы с ржавчиной, который применяли не только в царской, но и в советской России и республиках бывшего СССР. Он был весьма экономичным и эффективным. На стр. 756 отмечено: «Каждая водопроводная труба и фасонная часть, во избежание оборжавливания, после пробы гидравлическим давлением должна асфальтироваться в горячем состоянии».
На той же странице справочника следует продолжение: «Асфальтировка труб и фасонных частей должна производить вполне тщательно и прочно. После асфальтировки трубы и фасонные части обёртываются на всю их длину, включая и раструбы, кроме гладких концов, на длину, входящую в раструбы, джутовой лентой, пропитанной смесью гудрона с асфальтом. Свежеасфальтированные трубы, по охлаждению их до температуры окружающего воздуха, должны иметь гладкий блестящий вид и не должны быть липкими при температуре свыше 20°C» (фото 2).
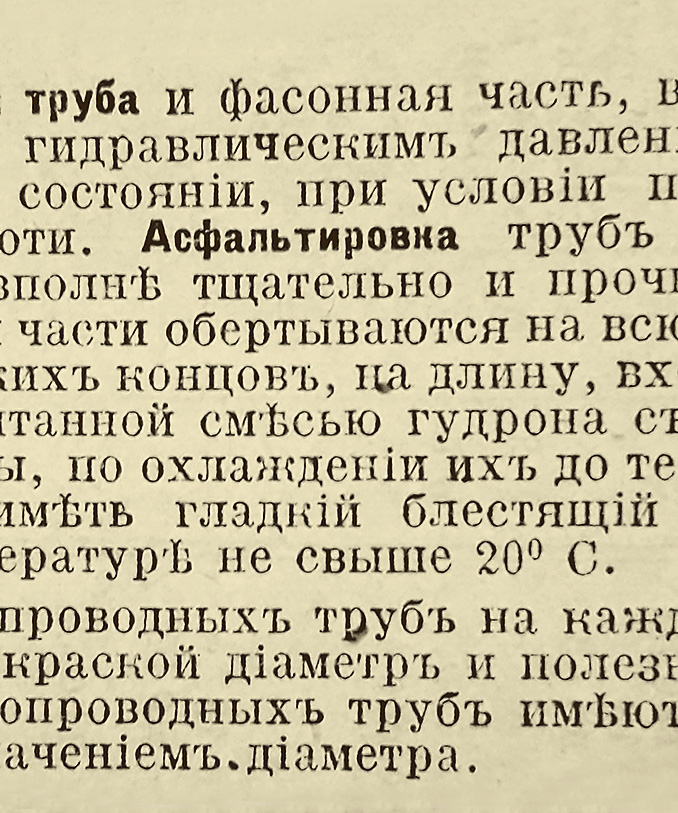
Фото 2. Указания по асфальтировке труб, сделанные в российском справочнике Hütte от 1916 года (Том I, фрагмент стр. 756)
Интересно, что джутовая лента до сих пор применяется для хозяйственных и строительных нужд. Причём на сайтах некоторых производителей, монтажников и строительных компаний отмечено, что джутовая лента является современным и экологически безопасным уплотнителем. Видимо, о давней истории этого материала и его длительном применении мало кто знает.


Маркировка и брак
В царские времена на водопроводные трубы и их фасонные части не ставили, как сейчас, клейма с размерами. После асфальтировки и охлаждения на трубу наносили краской её диаметр и полезную длину. В справочнике Hütte отмечено, что производителям труб предписывалось использовать для маркировки только две краски — белую или красную. Подписывали трубы на выходе с завода, после того как они проходили проверку на соответствие требованиям заказчика (фото 3).
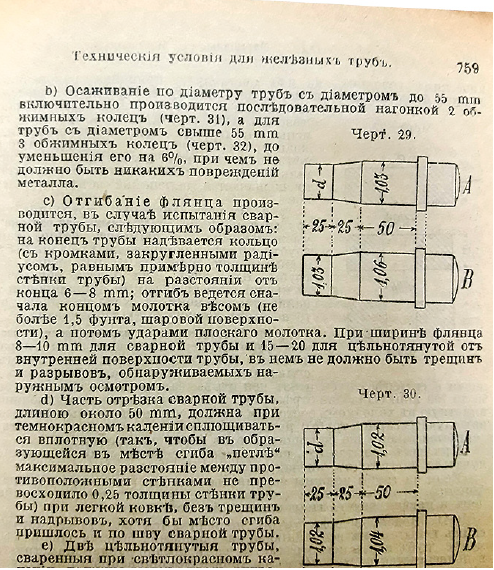
Фото 3. Технические условия для железных труб из справочника Hütte от 1916 года (Том I, фрагмент стр. 759)
За качеством изделий в царской России строго следили. По всей видимости, немецкое влияние и жёсткие требования к качеству товара сыграли важную роль.
В справочнике Hütte за 1916 год (Том I, стр. 756) приводится подробное описание того, как должны выглядеть водопроводные трубы на выходе с завода: «Трубы должны быть прямые, и на их поверхности не должно быть пороков, вредных для их службы, а именно: трещин, следов непроварки, пережога, язвин и рисок глубиной более ½ мм, пузырей и т. п.».
Составители справочника Hütte очевидно приняли во внимание русскую смекалку и способность «быстро решить проблему на месте» подручным способом, поэтому сделали в книге предупреждение: «Исправление пороков на поверхности окончательно готовых (по прокатке) труб путём зачеканки или наклёпки не допускается, и все трубы, на поверхностях которых будут обнаружены такие места, обязательно бракуются». Не браковались лишь трубы с заусеницами: «опиливание же и очистка на наждачных кругах пороков, не вредящих прочности, как удаление заусенков, разрешается».
Сейчас технические процессы на предприятиях контролирует современное автоматическое оборудование. В программу вводятся необходимые технические параметры, например, по выпуску муфты из латуни марки CW617N (DIN EN 12165) с никелированной поверхностью размером ½″ (артикул PF TF 52), и роботизированные станки формируют товар по заданному шаблону (фото 4).

Фото 4. Современные фитинги с никелированной поверхностью, изготовленные на автоматической роботизированной линии, включающей станки с числовым программным управлением
Всё просто! Участие человека в производстве и ручной труд сводятся к минимуму, что, по идее, должно свести возможность брака к нулю. Но никакое предприятие всё-таки не застраховано от брака на 100%.
Случается, что даже при вскрытии упаковки потребитель не всегда замечает брак, так как изделие с внешней стороны может выглядеть вполне качественно. В частности, бракованная сантехника чаще всего выдаёт себя уже во время эксплуатации — она либо сразу выходит из строя, либо через короткое время, и порой приводит к аварийным последствиям. Подобные ситуации происходят, естественно, не только с сантехникой, но и с любой другой продукцией — автомобилями, бытовой техникой, электроникой и т. д.
Когда производители максимально автоматизируют производство и, соответственно, снижают риск выпуска брака из-за человеческого фактора, они попадают в другую ловушку. Сбой может случиться с любой компьютерной программой и автоматическим оборудованием. Если такое случается на заводе или фабрике, техникам приходиться сразу останавливать работу конвейеров и станков, чтобы разобраться в проблеме. В большинстве случаев проблема устраняется, но бракованные товары всё равно выходят на рынок, а горе-производители судятся, извиняются, оправдываются и отзывают огромные партии своей продукции, возвращают деньги покупателям и выплачивают штрафы.
Качество готовой продукции на предприятиях поштучно начали проверять в Германии и других странах Европы, включая Россию, как только товар ставился «на поток» и выпускался уже не вручную, а на заводском конвейере. На заводах и фабриках на дежурство встали команды контролёров, они тщательно обмеривали и взвешивали не менее 5% объёма выпущенного товара, сопоставляя его с требованиями заказчика или фирменными характеристиками. Эта практика до сих пор существует на многих современных предприятиях во всех странах мира, но в каждой компании контролёры готовой продукции работают по своим правилам, которые порой весьма условны и позволяют не замечать брак, пропуская его на рынок.
В справочнике Hütte от 1916 года (Том I, стр. 757) изложены инструкции, которыми руководствовались контролёры качества водопроводных труб: «Толщина стенок труб проверяется поштучно взвешиванием 10% (готовой партии) и непосредственным обмером предъявленных к приёмке труб и сравнением полученного веса с весом, указанным на чертежах на заказ».
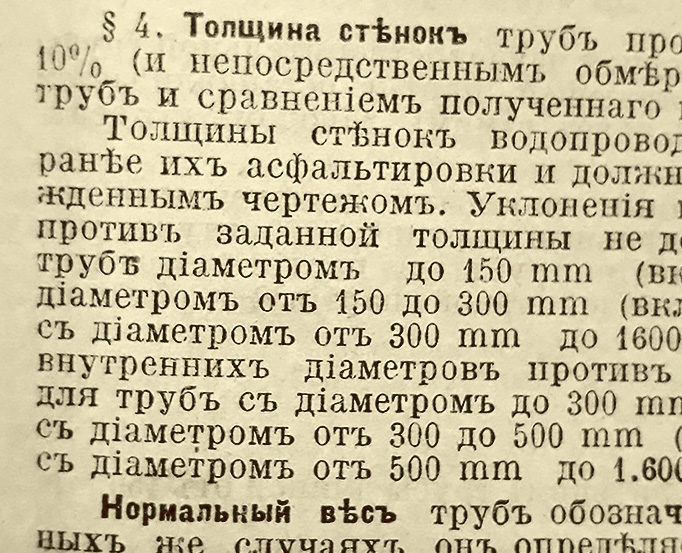
Фото 5. Указания по толщине стенок труб, сделанные в российском справочнике Hütte от 1916 года (Том I, фрагмент стр. 757)
Причём в инструкции приёмщиков допускались незначительные погрешности в выполнении заказа по выпуску водопроводных труб. Все допустимые неточности были чётко прописаны, а их несоблюдение приводило к выбраковке всей партии товара (фото 5): «Толщины стенок водопроводных труб должны проверяться ранее их асфальтировки и должны быть во всём согласны с утверждённым чертежом. Уклонение в толщине стенок таких труб против заданной толщины не должны быть более:
- - ±0,5 мм для труб диаметром до 150 мм (включительно);
- - ±1,0 мм для труб диаметром от 150 мм до 300 мм (включительно);
- - ±1,5 мм для труб диаметром от 300 мм до 1600 мм.
Отступление от размеров внутренних диаметров труб против нормальных (утверждённых в чертежах) допускается:
- - ±1,0% для труб с диаметром до 300 мм (включительно);
- - ±1,5% для труб с диаметром от 300 мм до 500 мм (включительно);
- - ±2,0% для труб с диаметром от 500 мм до 1600 мм».
Вместе с тем в справочнике отмечено следующее: «Действительный вес труб может быть до 10% более или до 5% менее нормального (заданного в чертежах). Если при взвешивании 5% (или более) взвешенных труб окажется слишком легковесными или тяжеловесными, то освидетельствование труб совсем прекращается впредь до пересортировки заводом всех труб по весу и предъявления их вновь. Равным образом бракуются прямые трубы, в коих толщина стенок будет в каком-либо месте на 15% более или на 10% менее заданной» (фото 6).
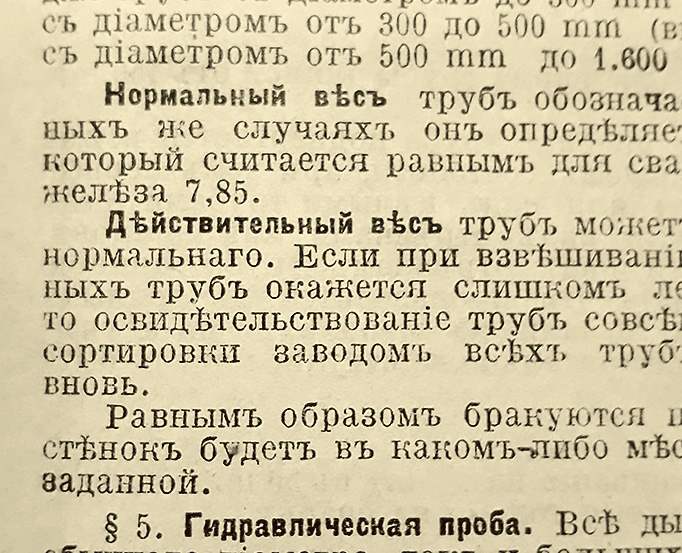
Фото 6. Указания по действительному весу труб, сделанные в российском справочнике Hütte от 1916 года (Том I, фрагмент стр. 757)
Столь жёсткие требования и нормативы к готовой продукции до сих пор сохранились и работают на всех производственных предприятиях в Германии. Контролирует этот процесс Немецкий институт по стандартизации (DIN), который был основан в 1917 году (фото 7). Членами DIN являются различные немецкие предприятия, союзы, государственные организации, торговые фирмы и научные институты, которые накопили значительный опыт в разработках нормативных документов.

Фото 7. Немецкий институт по стандартизации (Deutsches Institut für Normung, DIN)
Пластик прогибает железо
В XXI веке металлические водопроводные трубы постепенно уступают место трубам из сшитого полиэтилена, за которыми закрепилось название «Труба PEX». Они более надёжны и эффективны, удобны и легки в монтаже, поэтому быстро завоевали популярность на мировом рынке. Трубы PEX всё чаще применяются в системах питьевого водоснабжения и отопления во многих странах мира, включая Россию (фото 8).
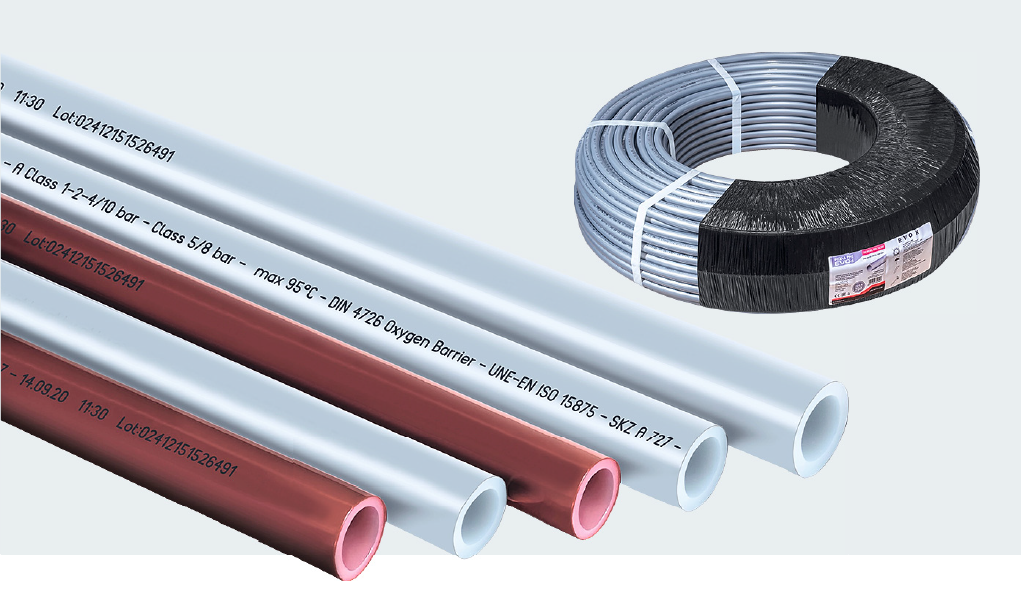
Фото 8. Современные трубы из сшитого полиэтилена PEX-A с EVOH-слоем
Если раньше железные трубы асфальтировались для предотвращения ржавчины и увеличения срока службы, то современные пластиковые трубы не подвержены коррозии, но их стойкость порой также усиливают, например, антидиффузионным слоем EVOH, который препятствует проникновению в изделие кислорода и блокирует процесс окисления.
EVOH или полимер на основе этиленвинилового спирта многие считают новым материалом. Однако его изобрели в Японии полвека назад! Японский полимер продемонстрировал высокие барьерные свойства по отношению к газам, многократно снижая скорость их диффузии.
Первоначально EVOH стали применять в качестве внутреннего слоя в многослойных пластиковых изделиях, например, в пищевых плёнках, бутылках, лотках и контейнерах для пищевых продуктов. Это новшество позволило значительно продлить сроки хранения продуктов питания и напитков без изменения их свежести и вкуса.
Позже EVOH внедрили в производство топливных баков, строительных материалов и полимерных труб. Например, компания Profactor Armaturen GmbH подхватила эту инициативу и начала применять EVOH-слой для повышения защитных свойств инженерной сантехники. Так, в ассортименте Profactor появились трубы из сшитого полиэтилена PEX-A с EVOH-слоем.
Барьерный слой EVOH даёт возможность сохранить структуру полимерного изделия и предотвращает преждевременный распад трубопровода, например, из-за неблагоприятных условий окружающей среды или внешних воздействий. Рабочие характеристики трубопровода, благодаря защитному слою, остаются неизменными, а срок его службы значительно увеличивается.
Послесловие
Аналитики и инженеры Profactor Armaturen GmbH часто обращаются к дореволюционному трёхтомному справочнику и находят в нём уникальные сведения об истории и процессе развития систем отопления, газо-, парои водопроводной арматуры. Избранные находки адаптируются, и на их основе готовятся обзорные материалы с уникальными иллюстрациями из самого справочника Hütte 1916–1917 годов. Третий обзор из этой серии, как видите, завершён, но увлекательные путешествия в прошлое на «машине времени Hütte» вскоре продолжатся.
